Hvilken snittap skal jeg vælge ?
Det kan være svært at vælge den rigtige tap til at gevindskæring, et forkert valg kan føre til at tappen knækker når der skæres i gevind.
Denne guide kan være med til at hjælpe dig med at vælge den rigtige gevindtap.
Har du også prøvet at maskintappen knækker ved brug? det kan være frusterende..
Det er utrolig vigtigt at have det rette værktøj til det rette materiale. Valget af den rigtige tap afhænger både af størrelse, mængden af huller, materiale, kølemiddelforsyning, overflade, geometri og hvilken type gevind der skal skæres; F.eks. blindhul eller gennemgående hul.
Denne guide er blot informativ og som guide til at du får en bedre produktforståelse af de forskellige gemometriske designs der findes på vores tappe
Håndtappe
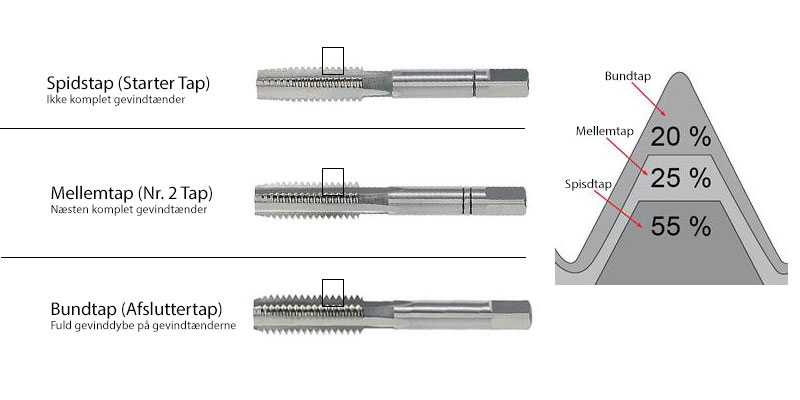
Typisk findes der en Spidstap, Mellemtap og Bundtap når deres tales om en håndtap, hver af disse repræsentere trådprofilen på gevindet, se illustrationen nedenfor
Gevindprofilerne er defineret af gevind-tænderne, som skærer gevind. Dette ses tydeligt på håndtappesættene (Spids, Mellem & Bundtap).Håndtappesættet i 3 dele består af den konisk (Spidstappen), andentap (Mellemtap) og sidste tap (Bundtappen). Hver af disse gevindprofiler har forskellige gevinddybder på henholdsvis Spidstap på 55% af gevindprofilen, Mellemtap på 80% og afslutningvis bundtappen med den komplette gevindprofil på 100%. Altså gevindprofilerne er forskellige, og teknisk set er både Spidstap & Mellemtap ikke med en fuldstændig komplet gevind profil, kun den sidste tap skærer hele gevindet færdig. Dog kan både Spidstap og Mellemtap bruges som enkelvis til f.eks. hvis der skal genoprettes beskadiget gevind, rensning eller reperation på et eksisterende gevind, det er da også set før, at mellemtappen har lavet gevindet "dybt" nok til at et befæstigelsesemne skal skrues i, men dette er ikke nogen garanti!. Du kan se vores udvalg af Håndtappe her
Hvorfor bruges spidstap og mellemtap
Det er en naturlig årsag: For at gøre arbejdet lettere når du skal skære gevind, ved hjælp af spidstappen skæres gevindet let og præcist ved af den konisk del, derudover fjernes begrænset spån under udførsel, hvilket gør at mellemtappen eller bundtappen har lettere ved at afslutte det færdig gevind. Den anden fordel af på små dimensioner, uanst om det er metrisk eller tomme gevind, er der risiko for at gevindtappen knækker, såfremt man blot nøjes med at bruge en bundtap til at udarbejde et nyt gevind. Hvis først en håndtap knækker under udførsel, riskere man at tappen sidder fast i det uafsluttede gevind, og tappen kan derfor være utrolig svær at få væk fra emnet igen. Det er især kritisk f.eks. på motordele eller andre applikationer hvor en situation som dette IKKE må ske. Konklusion er således, at der altid er bedst at start med at anvende en spidstap, dernæst en mellemtap og afslutningvis bundtap, især på de små dimensoner
Maskintappe
Teknisk set, kan man ved hjælp af en maskintap udføre gevindskæringe i-en-arbejds-process da boret er justeret i lodret vinkel til arbejdsemnet i maksinen, og dermed forenkler skæringen af lige gevind. Det giver især mening at vælge en maskintap, hvis der skal skæres mange gevindhuller f.eks. i en serieproduktion. Maskinkraner er grundlæggende enkeltklappede kraner og klipper tråden i en arbejdsproces. Da boret er justeret lodret til arbejdsemnet i maskinen, forenkler det skæringen af en lige gevind. Hvilket internt tryk, du bruger, afhænger primært af applikationsfaktorer, tid og mængde. For eksempel giver det mening at bruge et maskinhane, hvis du hurtigt vil klippe mange tråde (serieproduktion).
Tappe med Spor (Spiraltap)
En maskintap med et spor i, sidder på selve tappene og giver en udgangsbanen til spånet, som frit kan løbe ud under skæring, se illustration nedenfor. Denne funktion er særdeles velegnet i områder, hvor du arbejder i et blindhul, hvor maskintappen ikke kan gå igennem.

De 2 spor svarer i dette tilfælde til en 35° RSP Form C, altså en hældning på 35° grader. Denne type tap bruges til blinde huller og oftest og mest brugte af maskintappe med Spiral Flutes. f.eks. M12 RSP 35° er en helt alminde standard model i HSS-E stål. Denne form kommer ligeledes i flere typer, herunder med VAP belægning og TiN samt i større længder på tappen eller forskellige gevind tolerancer. Denne type maskintap findes også som en 15°
Spiral Point
En tap med et Spiral Point, beskrevet som Form B, er en tap til gennemgående gevindhuller. Tappe med med Form B findes både med VAP og TiN belægning og som standard i HSS-E stål. Tappen minder om en standard maskintap, men grundet dens form har en Form B model et "skærende-hoved" på den fleste del af gevindet, denne form er med til at skabe og tvinge en fremgang af spånet, i modsat retning af skærende område, og er velegnet til skæring af gennemgående huller.
Ofte har denne type tap nemmere ved at køre med højere skærehastiggheder og kræver mindre moment (strøm) for at være funktionel

Form A

Form B (Med Spiral Point)
Gevindformende Maskintappe
Flutless eller sporløse gevindformende tappe er et værktøj, der anvendes til at forme gevind, uden at skære i materialet på indvendige gevind. Disse tappe kan du finde under produktgruppen Maskintappe rullet gevind. Det indvendige gevind bliver under bearbejdelse, ved hjælp af deformation af materialet uden at beskadige fiberstrukturen, som vist på tegningen nedenfor.
Fordele
Fordelene ved at bruge en gevindformende tap til oprettelse af gevind
- Længere udholdenhed som skæretap
- Højere skærehastighedsmuligheder
- Stabil præcision af dimension og profil
- Høj stabilitet af det formende gevind
- Høj sikkerhed mod brud og skade på gevind
- Ingen fjernelse af spåner og ingen fastklemning af spån
Her kan du bruge et gevindformende værktøj
De primære applikationer, som dette værktøj bruges til, er ulegerede og lavlegerede ståle, strukturelt stål, varmebestandigt stål, rustfrit stål, til langspånede ikke-jernholdige metaller (herunder kobber, mesisng, bronze og alu), og zink legeringer. De gevindformende tappe kan bruges til både gennemgående og blinde huller. 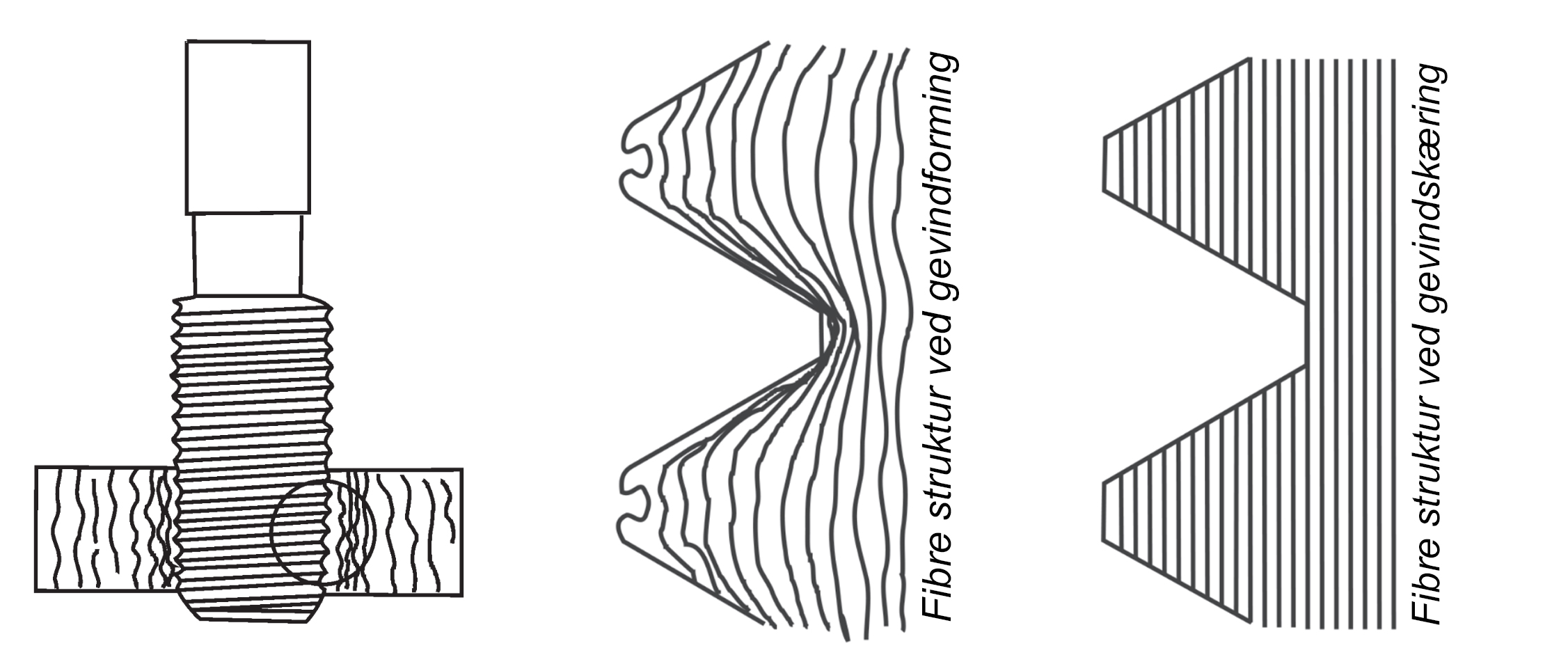
Du kan læse mere om gevindformende tappe & anbefalede kernehulsdiameter her