Disse data er kun vejledende og skal anses som værende generelle oplysninger. Formålet er at give nøjagtige oplysninger Der kan forekomme fejl i de beskrevne oplysninger og tabeller Snittappe.dk anser dataen for at være korrekt, men kan ikke stilles til ansvar eller stille garanti for dataens korrekthed. Finder du fejl, f.eks. en tastefejl, eller synes du, at dataen er misvisende, ukorrekt eller mangelfuld, er du meget velkommen til at kontakte os på [email protected]. Nedenfor finder du en oversigt over de mest anvendte gevind typer
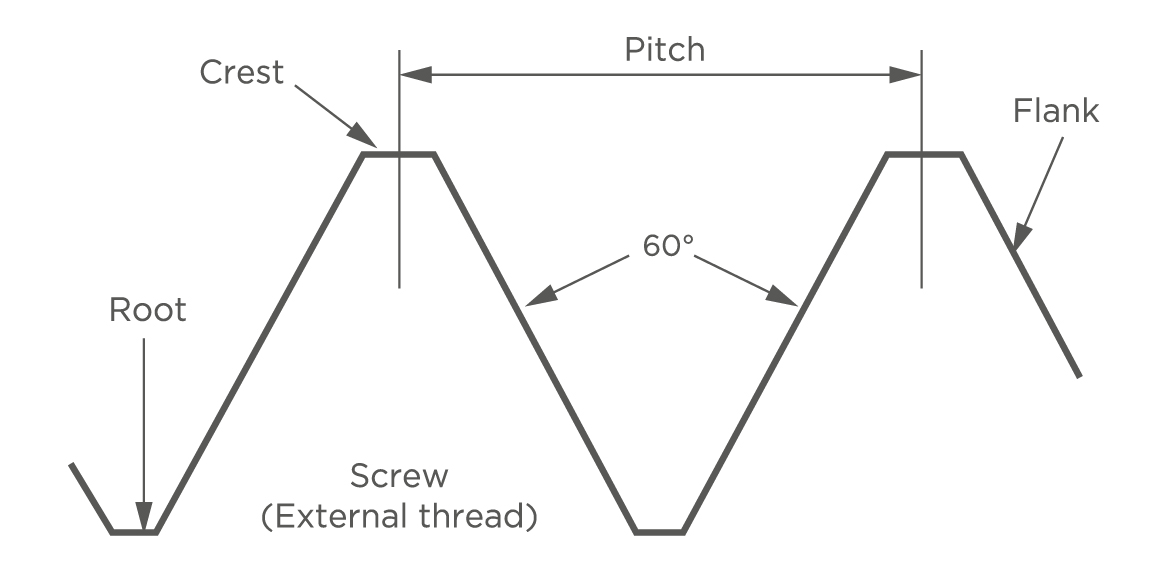
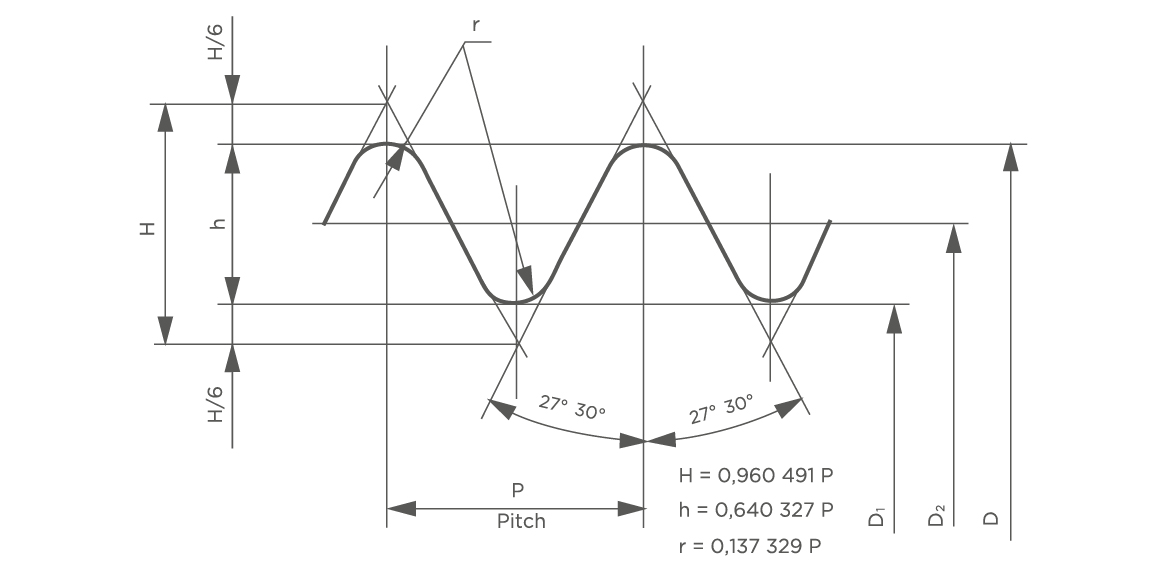
Metrisk Gevind
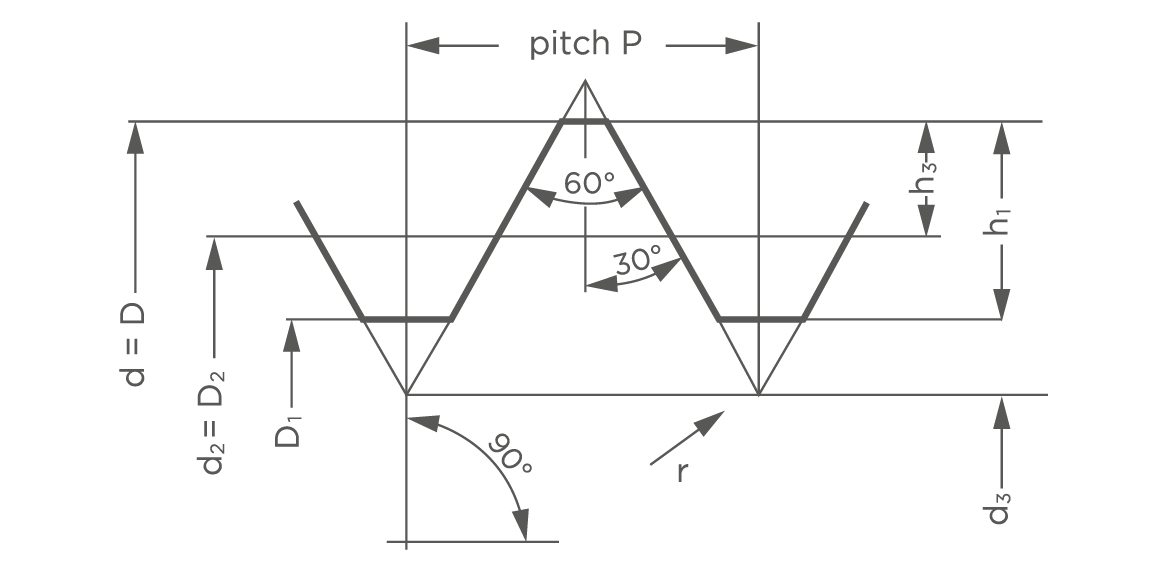
ISO har vedtaget normen ISO standard 68-1: 1998, som definerer et metrisk gevind, typisk navngivet med et ”M” samt en dimension - f.eks. M10, hvilket svarer til 10mm metrisk gevind. Hver dimension har med størrelsen også regler for, hvad gevindstigningen skal være, udvendige mål, indvendige mål, osv. Denne norm er også beskrevet som grovgevind, modsat fingevind. Gevindstigningen er forskellig afhængig af dimensioner. Du kan se på tabellen nedenfor, hvilken gevindstigning f.eks. en M10 har (1,5).
Metrisk Gevindtabel 60°
Diameter
Gevindstigning
6 H / min.
6 H / max.
Bor
Formning
1,1
0,25
0,829
0,885
0,85
1,00
1,2
0,25
0,929
0,985
0,95
1,10
1,4
0,30
1,075
1,160
1,10
1,25
1,6
0,35
1,221
1,321
1,25
1,45
1,8
0,35
1,421
1,521
1,45
1,65
2,0
0,40
1,567
1,679
1,60
1,80
2,2
0,45
1,713
1,838
1,75
2,00
2,3
0,40
1,867
1,979
1,90
2,10
2,5
0,45
2,013
2,138
2,05
2,30
2,6
0,45
2,113
2,238
2,20
2,40
3
0,50
2,459
2,599
2,50
2,80
3,5
0,60
2,850
3,010
2,90
3,20
4
0,70
3,242
3,422
3,30
3,70
4,5
0,75
3,688
3,878
3,75
4,20
5
0,80
4,134
4,334
4,20
4,60
6
1,00
4,917
5,153
5,00
5,50
7
1,00
5,917
6,153
6,00
6,50
8
1,25
6,647
6,912
6,80
7,40
9
1,25
7,647
7,912
7,80
8,40
10
1,50
8,376
8,676
8,50
9,30
11
1,50
9,376
9,676
9,50
10,30
12
1,75
10,106
10,441
10,25
11,20
14
2,00
11,835
12,210
12,00
13,00
16
2,00
13,835
14,210
14,00
15,00
18
2,50
15,294
15,744
15,50
16,80
20
2,50
17,294
17,744
17,50
18,80
22
2,50
19,294
19,744
19,50
20,80
24
3,00
20,752
21,252
21,00
22,50
27
3,00
23,752
24,252
24,00
25,50
30
3,50
26,211
26,771
26,50
33
3,50
29,211
29,771
29,50
36
4,00
31,670
32,270
32,00
39
4,00
34,670
35,270
35,00
42
4,50
37,129
37,799
37,50
45
4,50
40,129
40,799
40,50
48
5,00
42,587
43,297
43,00
52
5,00
46,587
47,297
47,00
56
5,50
50,046
50,796
50,50
60
5,50
54,046
54,796
54,50
64
6,00
57,505
58,305
58,00
68
6,00
61,505
62,305
62,00
Metrisk Fingevind
Denne norm kaldes ISO metrisk fingevind DIN 13-4, sammenlignelig med metrisk grovgevind, men med gevindafstanden (gevindstigning) mindre end grovgevindet.
Metrisk Fingevind Gevindtabel 60°
Diameter
Gevindstigning
6 H / min.
6 H / max.
Bor
Formning
4
0,5
3,459
3,599
3,5
3,75
5
0,5
4,459
4,599
4,5
4,75
6
0,75
5,189
5,379
5,25
5,63
7
0,75
6,189
6,379
6,25
6,63
8
0,75
7,189
7,379
7,25
7,63
8
1
6,918
7,154
7
7,5
9
1
7,918
8,154
8
8,5
10
0,75
9,189
9,379
9,25
9,63
10
1
8,918
9,154
9
9,5
10
1,25
8,648
8,913
8,75
9,38
11
1
9,918
10,154
10
10,5
12
1
10,918
11,154
11
11,5
12
1,25
10,648
10,913
10,75
11,38
12
1,5
10,377
10,677
10,5
11,25
13
1
11,918
12,154
12
12,5
14
1
12,918
13,154
13
13,5
14
1,25
12,648
12,913
12,75
13,38
14
1,5
12,377
12,677
12,5
13,25
15
1
13,918
14,154
14
14,5
15
1,5
13,377
13,677
13,5
14,25
16
1
14,918
15,154
15
15,5
16
1,5
14,377
14,677
14,5
15,25
17
1
15,918
16,154
16
16,5
18
1
16,918
17,154
17
17,5
18
1,5
16,377
16,677
16,5
17,25
18
2
15,836
16,211
16
17
20
1
18,918
19,154
19
19,5
20
1,5
19,377
18,677
18,5
19,25
20
2
17,836
18,211
18
19
22
1
20,918
21,154
21
21,5
22
1,5
20,377
20,677
20,5
21,25
22
2
19,836
20,211
20
21
24
1
22,918
23,154
23
23,5
24
1,5
22,377
22,677
22,5
23,25
24
2
21,836
22,211
22
23
25
1
23,918
24,154
24
24,5
25
1,5
23,377
23,677
23,5
24,25
26
1,5
24,377
24,677
24,5
25,25
27
1,5
25,377
25,677
25,5
26,25
27
2
24,836
25,211
25
26
28
1,5
26,377
26,677
26,5
27,25
30
1,5
28,377
28,677
28,5
29,25
30
2
27,836
28,211
28
29
32
1,5
30,377
30,677
30,5
31,25
33
1,5
31,377
31,677
31,5
32,25
33
2
30,836
31,211
31
32
35
1,5
33,377
33,677
33,5
34,25
36
1,5
34,377
34,677
34,5
35,25
36
2
33,836
34,211
34
35
36
3
32,754
33,254
33
34,5
38
1,5
36,377
36,677
36,5
37,25
39
1,5
37,377
37,677
37,5
38,25
39
2
36,836
37,211
37
38
39
3
35,754
36,254
36
37,5
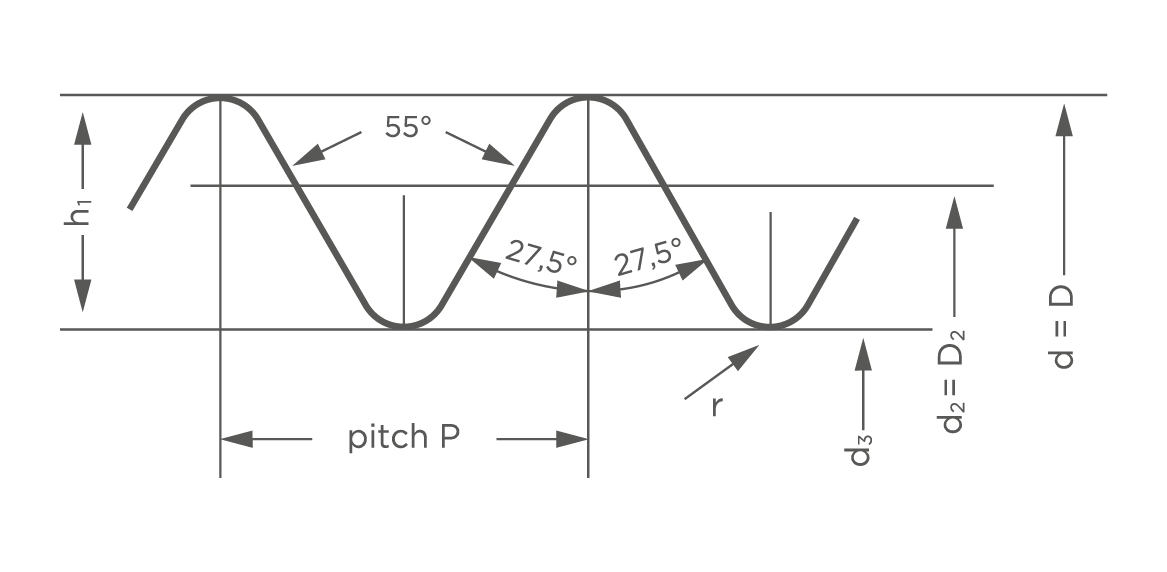
G Rørgevind (G/BSP) / "BSPP/BSPT"
Whitworth Parallel Pipe Thread DIN ISO 228 (DIN 259) er et gevind, der primært blev/bliver brugt i Europa. G er fra det tyske udtryk ”Gewinde”, som betyder gevind. G, BSP, BSPP eller BSPT, (British Standard Pipe / Parallel el. / Tapered). Alle med samme flanke på 55°. BSP eller G beskriver den samme type gevind i dette tilfælde. BSPT er også en British Standard Pipe, men T er en forkortelse for tapered (Konisk). Læs mere om RC / RP gevind > her Rc tætningsrørgevind 55° (konisk) BSPT og Rp tætningsrørgevind 55° (cylindrisk) BSPP
G-rørgevind 55°
Diameter
Gevind pr 1"
Udvendig diameter
min.
max.
Skæring
Formning
1/8
28
9,728
8,566
8,848
8,70
9,40
1/4
19
13,157
11,445
11,890
11,75
12,60
3/8
19
16,662
14,950
15,395
15,25
16,00
1/2
14
20,955
18,631
19,172
19,00
20,20
5/8
14
22,911
20,587
21,128
21,00
22,10
3/4
14
26,441
24,117
24,658
24,50
25,70
7/8
14
30,201
27,877
28,418
28,30
29,40
1
11
33,249
30,291
30,931
30,50
32,30
1 1/8
11
37,897
34,939
35,579
35,50
1 1/4
11
41,910
38,952
39,592
39,50
1 3/8
11
44,323
41,365
42,005
41,50
1 1/2
11
47,803
44,845
45,485
45,00
1 3/4
11
53,746
50,788
51,428
51,00
2
11
59,614
56,656
57,296
57,00
2 1/4
11
65,710
62,752
63,392
63,00
2 1/2
11
75,184
72,226
72,866
72,50
2 3/4
11
81,534
78,576
79,216
79,00
3
11
87,884
84,926
85,566
85,50
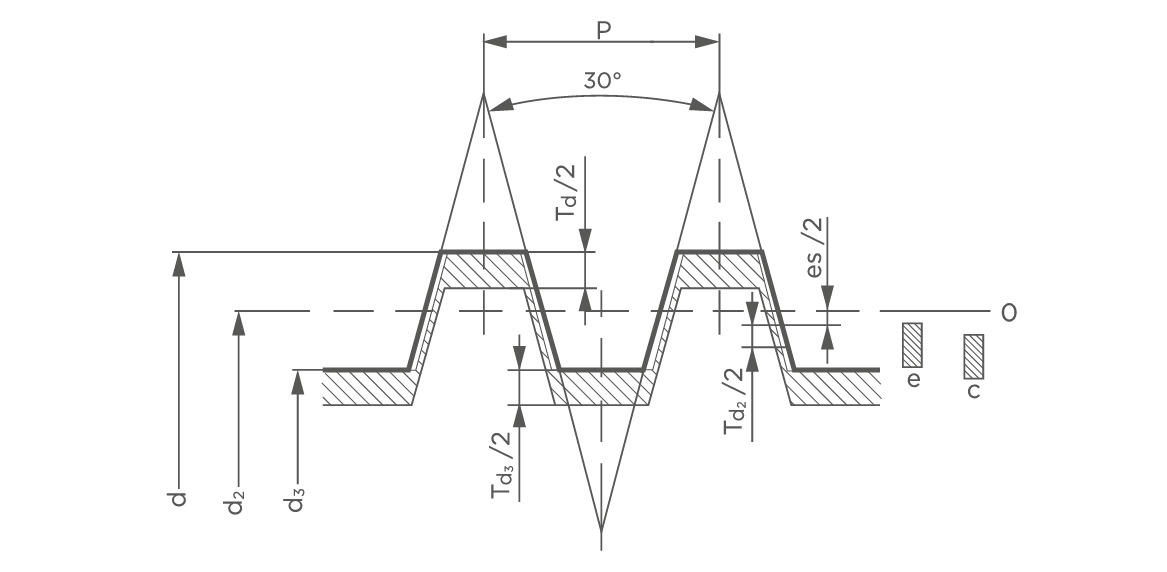
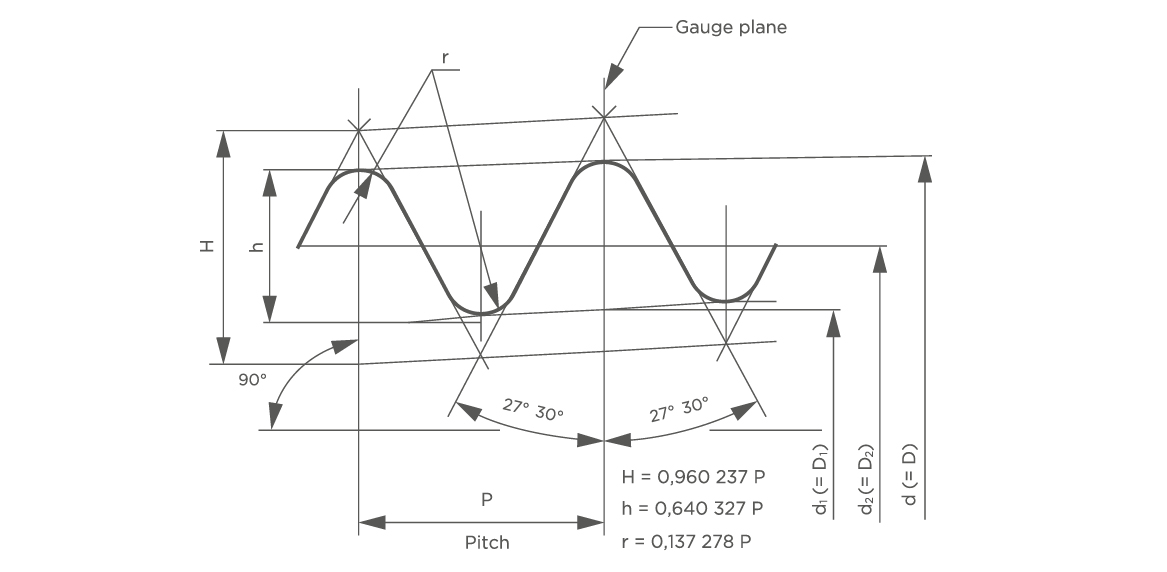
Trapezoidal / Trapez formet gevind
Trapezgevind/Trapezoidal thread (Europæisk) ligner til forveksling Acme gevind (Amerikansk). Acme gevind har en vinkel på 29°, hvorimod et metrisk trapezgevind har en flanke på 30°. Trapezgevindet er beskrevet i DIN 103 normen. Desuden er gevindet også defineret under ISO standarderne:
ISO 2901, ISO 2901, ISO 2903, ISO 2904 og ISO 103.
Eksempel Tr 8 x 1.5. Tr beskriver gevindet, 8 er den nominelle diameter i millimeter og 1.5 svarer til gevindstigningen i mm.
Tr-trapezgevind 30°
Diameter
Stigning i mm
min.
max.
Gevindbor / Skæring
tr. 8
1,50
6,500
6,690
6,60
tr. 10
2,00
8,000
8,236
8,20
tr. 10
3,00
7,000
7,315
7,30
tr. 12
3,00
9,000
9,315
9,30
tr. 14
3,00
11,000
11,315
11,30
tr. 14
4,00
10,000
10,375
10,30
tr. 16
4,00
12,000
12,375
12,30
tr. 18
4,00
14,000
14,375
14,30
tr. 20
4,00
16,000
16,375
16,30
tr. 22
5,00
17,000
17,450
17,40
tr. 24
5,00
19,000
19,450
19,40
tr. 26
5,00
21,000
21,450
21,40
tr. 28
5,00
23,000
23,450
23,40
tr. 30
6,00
24,000
24,500
24,40
tr. 32
6,00
26,000
26,500
26,40
tr. 36
6,00
30,000
30,500
30,40
tr. 40
7,00
33,000
33,560
33,40
Whitworth Grov Gevind (BSW - British Standard Whitworth)
G Grovgevind, også kendt som Whitworth Grovgevind eller British Standard Whitworth (BSW). Gevindet har en flanke på 55° og er beskrevet og defineret under normen ISO 7. Dette gevind kan sammenlignes med BSF British Standard Fine gevind. SF gevindet har dog et finere gevind. Whitworth gevindet er specificeret af Joseph Whitworth i 1841.
WG - Grovgevind
Diameter
Gevind pr 1"
Udvendig diameter
Skæring
Formning
1/16
60
1,588
1,20
3/32
48
2,381
1,90
1/8
40
3,175
2,60
2,80
5/32
32
3,969
3,20
3,50
3/16
24
4,762
3,80
4,10
7/32
24
5,556
4,60
4,90
1/4
20
6,350
5,20
5,60
5/16
18
7,938
6,60
7,10
3/8
16
9,525
8,00
8,60
7/16
14
11,112
9,40
10,00
1/2
12
12,700
10,50
11,50
9/16
12
14,288
12,00
13,00
5/8
11
15,875
13,50
14,50
3/4
10
19,050
16,50
17,50
7/8
9
22,225
19,50
20,60
1
8
25,400
22,50
1 1/8
7
28,575
25,00
1 1/4
7
31,750
28,00
1 3/8
6
34,925
31,00
1 1/2
6
38,100
34,00
1 3/4
5
44,450
39,50
2
4,5
50,800
45,50
Whitworth Fin Gevind (BSF - British Standard Fine (Parallel og cylindrisk)
WGF (Whitworth Gevind Fin), også kendt som BSF, har også en flankevinkel på 55° og er et alternativ til BSW/WG, men har et finere gevind. Bemærk, at BSF med tiden bliver erstattet af Den amerikanske standard UNF Gevind
WGF-fingevind
Diameter
Gevind pr 1"
Udvendig diameter
Skæring
3/16
32
4,762
4,00
7/32
28
5,556
4,60
1/4
26
6,350
5,40
5/16
22
7,938
6,80
3/8
20
9,525
8,30
7/16
18
11,112
9,80
1/2
16
12,700
11,00
9/16
16
14,288
12,50
5/8
14
15,875
14,00
UNC (Unified National Coarse Thread) / Grovgevind
Normen eller standarden er beskrevet som Unified Thread Standard (UTS), hvilket beskriver gevindets nominelle (store) diameter. Herefter beskriver UNC, UNF og UNEF hver især gevindstigningen på hhv. fingevind og ekstra-fingevind. Denne standard har en flankevinkel på 60° og bliver kontrolleret ASME/ANSI
UNC-gevind 60°
Diameter
Gevind pr 1"
Udvendig Diameter
2B / min.
2B / max.
Skæring
Formning
Nr. 1
64
1,854
1,425
1,582
1,55
Nr. 2
56
2,184
1,694
1,872
1,85
1,96
Nr. 3
48
2,515
1,941
2,146
2,10
2,25
Nr. 4
40
2,845
2,156
2,385
2,35
2,50
Nr. 5
40
3,175
2,487
2,697
2,65
2,85
Nr. 6
32
3,505
2,642
2,896
2,85
3,10
Nr. 8
32
4,166
3,302
3,531
3,50
3,80
Nr. 10
24
4,826
3,683
3,962
3,90
4,30
Nr. 12
24
5,486
4,343
4,597
4,50
5,00
1/4
20
6,350
4,976
5,268
5,10
5,70
5/16
18
7,938
6,411
6,734
6,60
7,20
3/8
16
9,525
7,805
8,164
8,00
8,70
7/16
14
11,112
9,149
9,550
9,40
10,20
1/2
13
12,700
10,584
11,013
10,80
11,70
9/16
12
14,288
11,996
12,456
12,20
13,30
5/8
11
15,875
13,376
13,868
13,50
14,80
3/4
10
19,050
16,299
16,833
16,50
7/8
9
22,225
19,169
19,748
19,50
1
8
25,400
21,693
22,598
22,25
1 1/8
7
28,576
24,648
25,349
25,00
1 1/4
7
31,750
27,823
28,524
28,00
1 3/8
6
34,925
30,343
31,120
30,75
1 1/2
6
38,100
33,518
34,295
34,00
1 3/4
5
44,450
38,951
39,814
39,50
2
4,5
50,800
44,689
45,598
45,00
2 1/4
4,5
57,150
51,028
51,943
51,50
2 1/2
4
63,500
56,617
57,582
57,00
2 3/4
4
69,850
62,967
63,932
63,50
3
4
76,200
69,317
70,282
70,00
UNF (Unified National Fine Thread) / Fin-Gevind
Ligesom UNC normen, går UNF standarden under den fælles standard Unified Thread Standard (UTS) > hvilket beskriver gevindets nominelle (store) diameter. UNF er en gevindkode, der i sig selv blot indikerer eller beskriver gevindstigning. I dette tilfælde, en gevindstigning svarende til et fingevind, modsat UNC, som har en større gevindstigning (grovgevind). Skal gevindet være ekstra-fin, bliver standarden beskrevet som et UNEF Unified National Extra Fine gevind. Fælles for dem alle er, at alle typerne har en flankevinkel på 60°. UTS bliver kontrolleret og styret af ASME/ANSI
UNF-gevind 60°
Diameter
Gevind pr 1"
Udvendig Diameter
2B / min.
2B / max.
Skæring
Formning
Nr. 0
80
1,524
1,181
1,306
1,25
Nr. 1
72
1,854
1,473
1,613
1,55
Nr. 2
64
2,184
1,755
1,913
1,90
2,00
Nr. 3
56
2,515
2,024
2,197
2,15
2,30
Nr. 4
48
2,845
2,271
2,459
2,40
2,60
Nr. 5
44
3,175
2,550
2,741
2,70
2,90
Nr. 6
40
3,505
2,819
3,023
2,95
3,20
Nr. 8
36
4,166
3,404
3,607
3,50
3,80
Nr. 10
32
4,826
3,962
4,166
4,10
4,40
Nr. 12
28
5,486
4,496
4,724
4,70
5,10
1/4
28
6,350
5,367
5,580
5,50
5,90
5/16
24
7,938
6,792
7,038
6,90
7,40
3/8
24
9,525
8,379
8,626
8,50
9,00
7/16
20
11,112
9,738
10,030
9,90
10,50
1/2
20
12,700
11,326
11,618
11,50
12,10
9/16
18
14,288
12,761
13,084
12,90
13,70
5/8
18
15,875
14,348
14,671
14,50
15,30
3/4
16
19,050
17,330
17,689
17,50
7/8
14
22,225
20,262
20,663
20,40
1
12
25,400
23,109
23,569
23,25
1 1/8
12
28,576
26,284
26,744
26,50
1 1/4
12
31,750
29,459
29,919
29,50
1 3/8
12
34,925
32,634
33,094
32,75
1 1/2
12
38,100
35,809
36,269
36,00
UNEF (Unified National Extra Fine Thread) / Ekstra Fin-Gevind
Ligesom UNC og UNF Normen, går UNEF standarden under den fælles standard Unified Thread Standard (UTS) > hvilket beskriver gevindets nominelle (store) diameter. UNEF er en gevindkode, der i sig selv blot indikerer eller beskriver gevindstigning. I dette tilfælde, en gevindstigning svarende til et ekstra-fingevind, modsat UNC som har en større gevindstigning (grovgevind) og UNF (nified National Fine gevind, som også er et fingevind, men med en mindre stigning til sammenligning. Fælles for dem alle er, at alle typerne har en flankevinkel på 60°. UTS bliver kontrolleret og styret af ASME/ANSI
UNEF-gevind 60°
Diameter
Gevind pr 1"
Udvendig Diameter
2B / min.
2B / max.
Skæring
Formning
Nr. 12
32
5,486
4,623
4,826
4,80
5,10
1/4
32
6,350
5,486
5,690
5,60
6,00
5/16
32
7,938
7,087
7,264
7,20
7,60
3/8
32
9,525
8,661
8,865
8,80
9,20
7/16
28
11,112
10,134
10,338
10,30
10,70
1/2
28
12,700
11,709
11,938
11,80
12,30
9/16
24
14,288
13,132
13,386
13,30
13,80
5/8
24
15,875
14,732
14,986
15,00
15,40
11/16
24
17,462
16,307
16,561
16,50
17,00
3/4
20
19,050
17,678
17,958
18,00
18,50
13/16
20
20,638
19,253
19,558
19,50
7/8
20
22,225
20,853
21,133
21,00
1
20
25,400
24,028
24,308
24,30
1 1/16
18
26,988
25,451
25,781
25,70
1 1/8
18
28,576
27,051
27,381
27,20
1 1/4
18
31,750
30,226
30,556
30,50
1 3/8
18
34,925
33,401
33,731
33,50
1 1/2
18
38,100
36,576
36,881
36,80
Rp Tætningssrørgevind 55° (Parallel)
Rp tætningsrørgevind 55° (cylindrisk) = indvendigt cylindrisk gevind. Rp kan forveksles med G (BSPP) gevindet. Begge gevind (Rp/BSPP) er British Standard Pipe Parallel gevind, med samme Whitworth flanke på 55°, samt identiske nominelle diameter og gevindstigning. Forskellen på RP og G er, at G-serien er udarbejdet efter standarden ISO-228, hvorimod skruegevindet på Rp-serien er lavet iht. ISO-7, BS-21 eller EN 10226-1. G-serien kan både være internt og eksternt skruegevind, modsat RP-gevindet, som kun er internt gevind. RP-gevindets primære funktion og formål er at fungere som et tætningsgevind. Bemærk, at forskellen på Rp og Rc(Taper/Konisk). (BSPT)
Rp-tætningsrørgevind 55° (Parallel)
Diameter
Gevind pr 1"
Udvendig Diameter
Gevindbor
1/16
28
7,723
6,50
1/8
28
9,728
8,50
1/4
19
13,157
11,40
3/8
19
16,662
14,90
1/2
14
20,955
18,60
3/4
14
26,441
24,10
1
11
33,249
30,20
1 1/4
11
41,910
38,90
1 1/2
11
47,803
44,80
2
11
59,614
56,60
2 1/2
11
75,184
72,20
3
11
87,884
84,90
Rc Tætningssrørgevind 55° (Konisk)
Rc tætningsrørgevind 55° (konisk) = indvendigt konisk gevind. Rc kan forveklses med G (BSPT) gevindet. Begge gevind (Rc/BSPT) er British Standard Pipe Tapered gevind, med samme Whitworth flanke på 55°, samt identiske nominelle diameter og gevindstigning. Forskellen på Rc og G (BSPT) er, at G-serien er udarbejdet efter standarden ISO-228. Rc-gevindets primære funktion og formål er at fungere som et tætningsgevind. Bemærk, at forskellen på Rp og Rc kort kan beskrives som Rp(Parallel) og Rc(Taper/Konisk).
Rc-tætningsrørgevind 55° (konisk)
Diameter
Gevind pr 1"
Bor
1/16
28
6.3
1/8
28
8.3
1/4
19
11.5
3/8
19
14.7
1/2
14
18.2
3/4
14
23.5
1
11
29.7
1 1/4
11
38.5
1 1/2
11
44.5
2
11
56.5
2 1/2
11
71.5
3
11
84
National Standard Pipe Thread (NPT/F)
NPT-gevind er et amerikansk konisk rørgevind. Den koniske del bruges primært som forsegling til næsten alle slags tilslutninger, og National Pipe taper-fuel (NPTF) bruges ofte som tætning, især i applikationer, hvor der er brændstofsforbindelser. NPT er også kendt som ANSI/ASME B1.20.1 pipe threads. Et NPT-gevind har en gevind-flankevinkel på 60°. De mest anvendte størrelser er 1/8, ¼, 3/8, ½, ¾, 1, 1 ¼, 1 ½, størrelser mindre end 1/8 bruges af og til trykluft. Der findes også gevindbetegnelser som MPT, MNPT eller NPT. M beskriver 'Male', som svarer til et eksternt gevind. FPT, FNPT eller NPT(F) beskriver 'female', som svarer til et indvendigt gevind. Der skal altid bruges et forseglingsmiddel, for at opnå lækagefri forsegling (dog ikke for NPTF).
NPT gevindet er sammenlignelig med et G(BSP) rørgevind - dog er der en forskel i gevindformen, vinkel og BSP har en marginal større gevindstigning pr. ".
NPT/NPTF 60° Amerikansk rørgevind
Diameter
Gevind pr 1"
NPT
NPTF
1/16
27
6,30
6,30
1/8
27
8,50
8,40
1/4
18
11,10
11,00
3/8
18
14,50
14,30
1/2
14
18,00
17,80
3/4
14
23,20
23,00
1
11.5
29,20
29,00
1 1/4
11.5
38,00
37,80
1 1/2
11.5
44,00
43,80
2
11.5
56,40
56,00
2 1/2
8
67,00
66,50
3
8
83,00
82,50
Gevindretning Højre/Venstre gevind
Flest højre gevind
De fleste gevindtyper er højrehåndede, hvilket refererer til retningen, hvor det spiralformede gevind vinkler om akslen på skruen. Oftest løber gevindet med urets retning, modsat links-gevind, der løber modsat urets retning. Man kunne nemt forestille sig, at højregevind er lavet, fordi det er det, vi er vant til, men der er selvfølgelig også en ergonomisk og psykologisk grund til, hvorfor det er højrehåndet. Ergonomisk, fordi de fleste er højrehåndede, og derfor bedre kan anvende højre hånd til f.eks. at tilspænde skruen, og psykologisk set er vant til denne form for tilspændings- og afmonteringsretning.
Hvorfor bruge links-gevind Det hedder ikke et venstrehåndet gevind – eller links-gevind – fordi det ergonomisk skal være bedre til en venstrehåndet person. Tværtimod er links-gevindretningen lavet med det formål at optimere og bibeholde tilspænding, ofte og primært på roterende dele, f.eks. akslen på en bil. Eksempelvis når akslen drejer modsat gevindretningen på bolten, opnår der en kontraeffekt, hvilket er med til at sikre, at bolten bibeholder den tilspændte styrke bedre. Havde gevindretningen modsat været i samme retning som den roterende del, er der risiko for, at bolten eller skruen over tid nemmere løsner sig.
Links-gevind bruges også som sikkerhedsskruer Links-bolte og -skruer anvendes f.eks. til tilslutninger, hvor det kan være ”farligt” at løsne en skrue. Det er set før, ved applikationer med gas, at links-skruer bliver brugt som indikator-bolt/skrue, simpelthen for at gøre den eller de personer, der evt. er i gang med at afmontere skruen/bolten, opmærksom på, at denne skrue ikke løsnes som de andre skruer monteret på applikationen. Dette er med til at indikere, at der kan opstå fare ved afmontering af denne.
Whitworth Gevind (BSW) tommer til millimeter
Whitworth Gevind (BSW)
Nominal Ø i tommer
Gevindstigning"
Gevind Ø mm
1/16
60
1,587
3/32
48
2,381
1/8
40
3,175
5/32
32
3,969
3/16
24
4,762
7/32
24
5,556
1/4
20
6,350
5/16
18
7,938
3/8
16
9,525
7/16
14
11,113
1/2
12
12,700
9/16
12
14,288
5/8
11
15,876
3/4
10
19,051
7/8
9
22,226
1
8
25,401
1 1/8
7
28,576
1 1/4
7
31,751
1 3/8
6
34,923
1 1/2
6
38,101
1 5/8
5
41,227
1 7/8
4 1/2
47,627
2
4 1/2
50,802
2 1/4
4
57,152
2 1/2
4
63,502
2 3/4
3 1/2
69,853
3
3 1/2
76,203
Konvertingsskema Tommer til millimeter G(BSP)
Tommer til millimeter G(BSP) Rørgevind
Nominal Ø i tommer
Gevindstigning"
Gevind Ø mm
1/8
28
9,728
1/4
19
13,157
3/8
19
16,662
1/2
14
20,955
5/8
14
22,911
3/4
14
26,441
7/8
14
30,201
1
11
33,249
1 1/1
11
37,897
1 1/4
11
41,91
1 3/8
11
44,323
1 1/2
11
47,803
1 3/4
11
53,746
2
11
59,614
2 1/4
11
65,71
2 1/2
11
75,184
2 3/4
11
81,534
3
11
87,884
3 1/4
11
93,98
3 1/2
11
100,33
3 3/4
11
106,68
4
11
113,03
Konvertingsskema Tommer til millimeter UNC & UNF
UNC & UNF Tommer til millimeter
Nominal Ø i tommer
Gevindstigning i UNC
Gevindstigning i UNF
Gevind Ø mm
0
-
80
1,52
1
64
72
1,85
2
56
72
1,85
3
48
56
2,52
4
40
48
2,85
5
40
44
3,18
6
32
40
3,51
8
32
36
4,17
10
24
32
4,83
12
24
38
5,49
Pg (Stahlpanzerrohr-Gewinde) / Panzer Gevind
Panzer Gevind (Pg)
Gevindtype
Nominal Ø i tommer
Gevindstigning"
Gevind Ø mm
PG
7
20
12,5
PG
9
18
15,2
PG
11
18
18,6
PG
13,5
18
20,4
PG
16
18
22,5
PG
21
16
28,3
PG
29
16
37
PG
36
16
47
PG
42
16
54
PG
48
16
59,5
Gevindskæringshastigheder, materialer og smøring
Der er flere faktorer, der skal tages i betragtning, når den optimale skærehastighed skal findes. Denne tabel er vejledende ifht. hvilken type materiale, der skal skæres i, men der er også andre faktorer, som påvirker skærehastighederne. F.eks. længden af gevindet, gevindstigningen, hvilken type bakke eller tap der bruges. F.eks. tager en snittap med fingevind mindre spånstykker ved underskæring, grundet mindre spor i gevindværktøjet, modsat et grovgevind, hvor stigningen er større, og spånmængden, der kan fjernes, oftest også vil være større. Det betyder, at så længe gevindstigningen bliver større, går skærehastighederne ned og bliver eller er gevindstigningen mindre, ”kan” der anvendes højre skærehastigheder.
Brug passende smøring På tabellen nedenfor har vi samlet de anbefalede køle- og smøremidler, afhængigt af materialegruppe og materialer. Du får altid et bedre resultat med passende og rigelig smøring, når skæringen udføres. Det anbefales at færdiggøre gevindskæringsopgaven før værktøjet drejes tilbage.
Fejl på gevindet? Det er ikke altid let at kontrollere om der er sket fejl under udførelse af gevindskæring. For at teste om gevindet er korrekt, kan man med fordel anvende gevindprøvedorn både til indvendigt og udvendigt (female/male) gevind. Disse dorne er også kendt som Thread Plug Gauges eller Thread Ring Gauges, Fejl eller Go & No-Go. Du kan finde vores udvalg af Gevindprøvedorne her
Gevindskæringshastigheder
Materialegruppe
Materiale
Hældningsvinkel
Skærehastighed (m/min)
Køle- og smøremiddel
Stål
Ulegeret stål
Stål
op til 500 N / mm2
12-15°
10-15
skæreolie / Emulsion
Stål
Op til 700 N / mm2
8-12°
8-12
skæreolie / Emulsion
Stål
Op til 900 N / mm2
6-10°
5-10
skæreolie / Emulsion
Stål
legeret stål
Stål
700-900 N/ mm2
6-10°
5-10
skæreolie / Emulsion
Stål
Over 900 N / mm2
6-8°
3-8
Skæreolie / Rapsolie
Stål
Rustfrit stål
Stål
Fræsende sorter
8-12°
3-6
skæreolie / Molykote
Stål
Vanskelig stålsorter
6-8°
3-6
Skæreolie / Molykote
Støbestål
Støbestål
8-10°
5-8
Skæreolie / Emulsion
Støbejern
Grå Støbejern
2-3°
8-10
Tør
Støbejern
Formbart
6-8°
8-12
Emulsion
Letmetaller
Alu, hård
20-25°
25-30
Emulsion / Petroleum
Letmetaller
Alu, Sprød
12-15°
20-25
Emulsion / Petroleum
letmetaller
silumin
10-15°
10-15
Emulsion / Petroleum og Rapsolie
Letmetaller
Elektron (legeringer)
10-20°
25-40
Tør
Metaller
Messing, hård
3-8°
12-20
Skæreolie / Emulsion
Metaller
Messing, Sprød
0-5°
20-30
Tør / skæreolie
Metaller
Bronze
5-8°
8-12
Tør / skæreolie
Metaller
Kobber
15-20°
8-15
Tør / skæreolie
Metaller
Zink
15-20°
15-20
Emulsion / skæreolie
Ikke-Metaller
Hårdgummi
8-12°
12-20
Tør / trykluft
Ikke-Metaller
Bakelit
0-3°
10-15
Tør / trykluft
Ikke-Metaller
Plastik
15-20°
12-20
Tør / trykluft
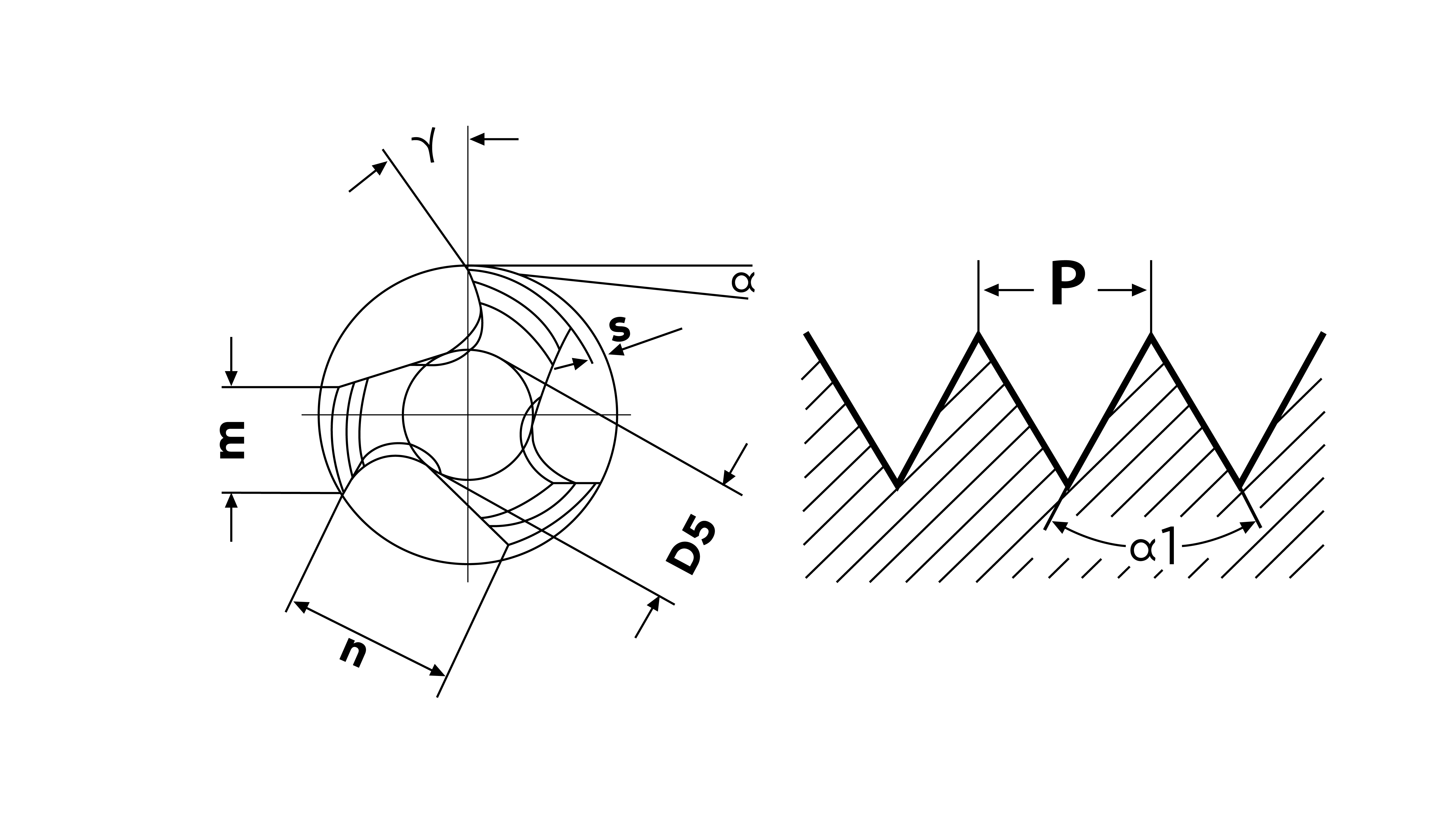
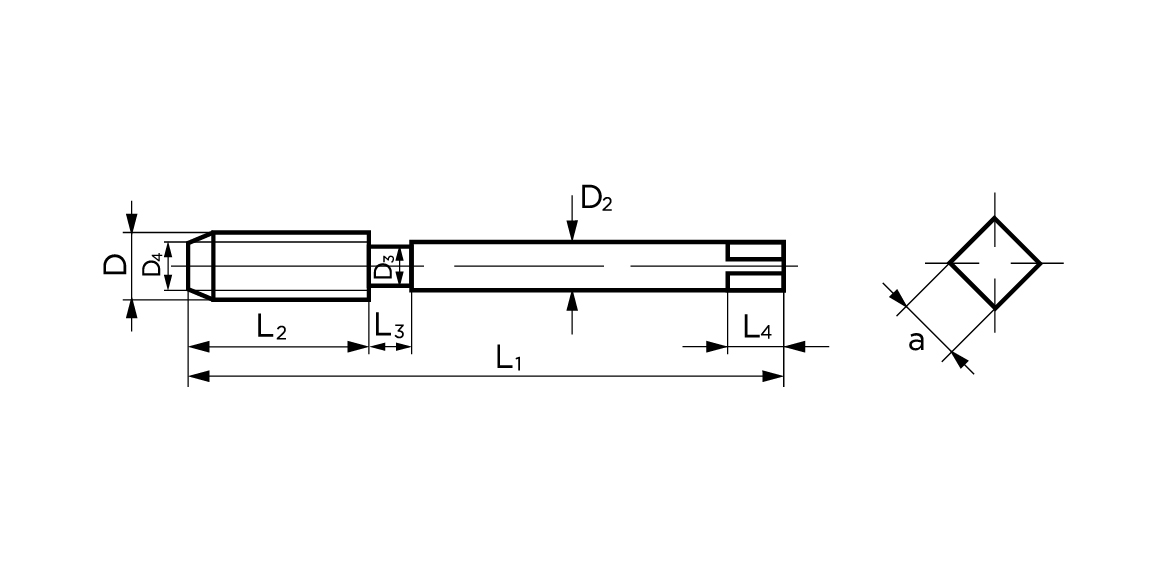
Teknisk beskrivelse af håndtappe
Herunder finder du en oversigt og beskrivelse af de tekniske termer på en snittap/håndtap. Disse termer kan bruges som reference til et specifikt punkt, område eller størrelsesforhold. Vores
håndtappe har mange af disse data tilgængelig på selve produktsiden, hvor der også vil være en referencetegning inkl. de aktuelle mål ifht. produktet.
D=Nominal diameter
D2=Skafte diameter
D3=Nakke diameter
D4=Punkt diameter
D5=Indvendig diameter
L1=Total længde
L2=Gevindlængde
L3=Nakkelængde
L4=Square længde
P=Gevindstigning
a=Square
m=Land bredde
n=Sporbredde
s=Underskæring (thread relief)
α=Underskæringsvinkel (relief angle)
γ=Spånvinkel
α1=Gevindvinkel
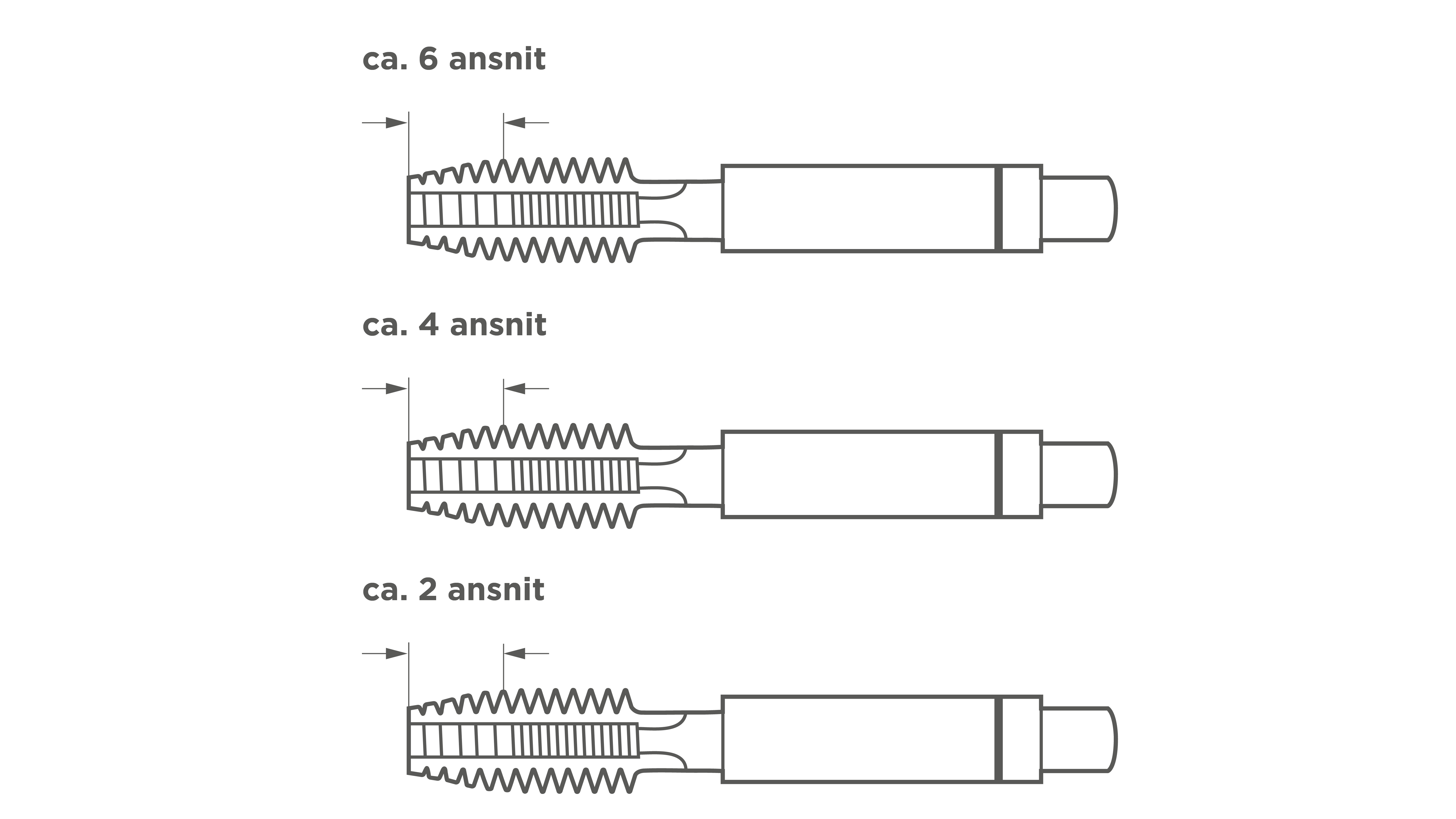
Håndtappe sæt af 3 stk.
Nr 1 Spids, 6-8 gevindansnit /
Nr 2 Mellem, 4-5 gevindansnit /
Nr 3 Bund, 2-3 gevindasnit
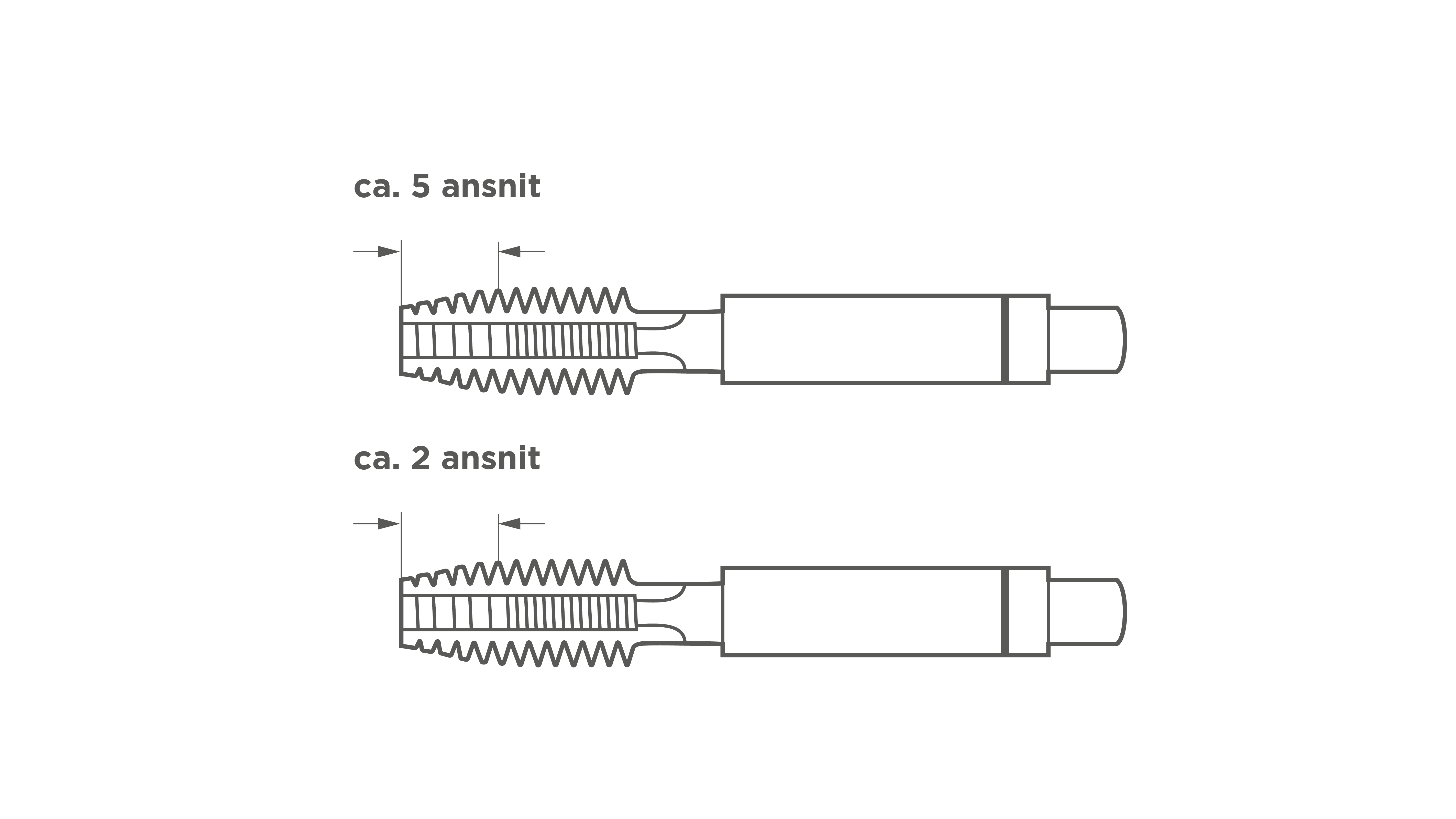
Håndtappe sæt af 2 stk.
Nr 1 Spids, 5-6 gevindansnit /
Nr 2 Bund, 2-3 gevindansnit
Gevindskæring og hastigheder på rundegevindbakker
Gevindskæringskæringshastigheder på runde gevindbakker
Materiale
Hældningsvinkel
Skærehastighed m/min
Køle- og smøremiddel
Strukturel stål
17-22°
8-12
Skæreolie
Fræseskærende stål
17-22°
10-14
Skæreolie
Cementeringsstål
17-22°
6-10
Skæreolie
Varmebehandlet stål
13-18°
5-8
Skæreolie
Rustfrit stål
13-18°
4-6
Speciel skæreolie
Støbejern
8-12°
5-8
Skæreolie, Petroleum
Messing, Kortspånet
3-7°
20-30
Skæreolie
Messing, Langspånet
10-15°
12-18
Skæreolie
Bronze
8-12°
5-8
Skæreolie, Olieemulsion
Kobber
23-28°
11-15
Skæreolie, Olieemulsion
Al-legering, langspånet
23-28°
15-25
Speciel skæreolie, Petroleum
Al-legering, kortspånet
13-18°
8-12
Speciel skæreolie, Petroleum
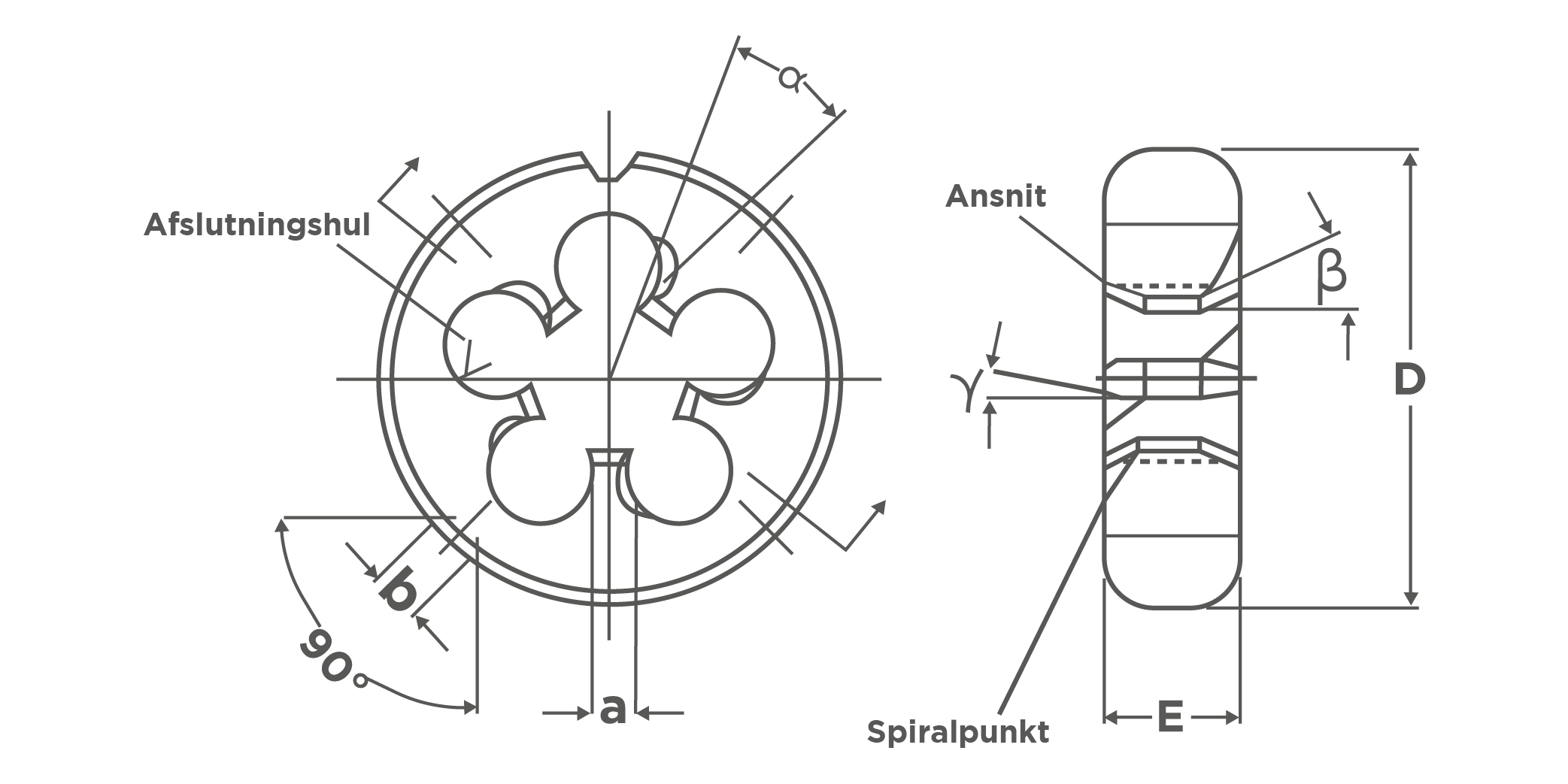
D Udvendig diameter /
E Bredden af gevindbakken /
a Bredden på skæret /
b Hul til fastholdelse af skruer /
α Hældningsvinkel /
β Ansnitsvinkel /
γ Vinkel på "gun nosen"
Maskintappe m/farve & Skærehastigheder
Herunder finder du en oversigt over skærehastigheder påmaskintappene med farvede ringe
Disse tapper er hver især, afhængigt af farven på tappene, velegnede til forskellige metalemner. For at gøre det lettere og mere overskueligt hvilken tap, du skal vælge til dit projekt, kan denne tabel guide dig til den helt rigtige maskintap.
Brug passende smørelse! På tabellen nedenfor har vi samlet de anbefalede køle- og smøremidler, afhængigt af materialegruppe og materialer. Du får altid et bedre resultat med passende og rigelig smøring, når skæringen udføres.
Gevindskæringshastigheder maskintappe
Materiale
Grøn ring
Blå ring
Hvid ring
Sort ring
Rød ring
Køle- og smøremiddel
Skærehastighed (m/min)
Stål, ulegeret og lavlegeret, kort spånet
S/E
10-20
Non abrasive materialer, kortspånet
S/E
6-15
Stål, varmebestandig, langspånet
S/E
4-8
Stål, varmebestandig, kortspånet
S/E
4-8
Stål, cementering og varmebehandling, kortspånet
S/E
4-8
Stål, værktøjsstål op til 1200 N / mm2
S/E
2-5
Stål, værktøjsstål over 1200 N / mm2
S/E
2-5
Rustfri Stål, kortspånet
S/E
5-10
Rustfri Stål, langspånet
S/E
5-10
Støbejern
P/T
6-20
SG-jern (Sfærisk grafit støbejern)
P/T
6-20
Malleable støbejern
E
6-12
Messing, kortspånet
E
20-30
Messing, langspånet
S/E
10-15
Bronze, kortspånet
S/E
6-15
Bronze, langspånet
S/E
6-15
Kobber
S/E
10-15
Alu legeringer, kortspånet
S/E
15-30
Alu legeringer, langspånet
F
10-20
Zink legeringer
S/E
10-15
Magnesium legeringer
E/T
10-20
Titanium, kortspånet
S
3-4
Titanium, langspånet
S
3-4
Plast, termoplast
E/T
5-15
Plast, termohærdende
T
5-15
S=Skæreolie
E=Olie Emusion
P=Kerosin
T=Tør
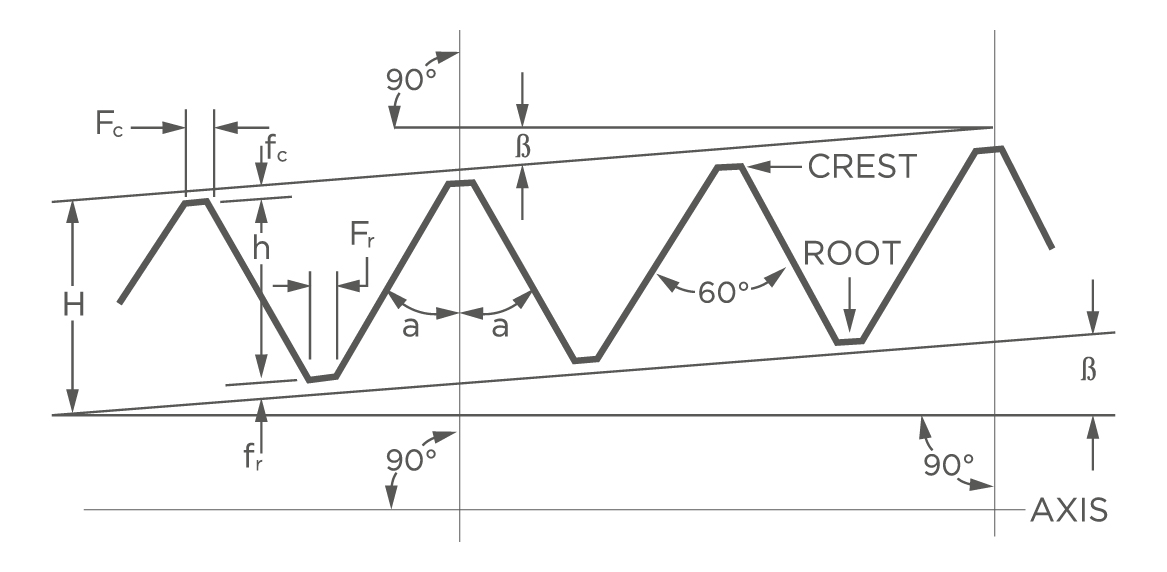
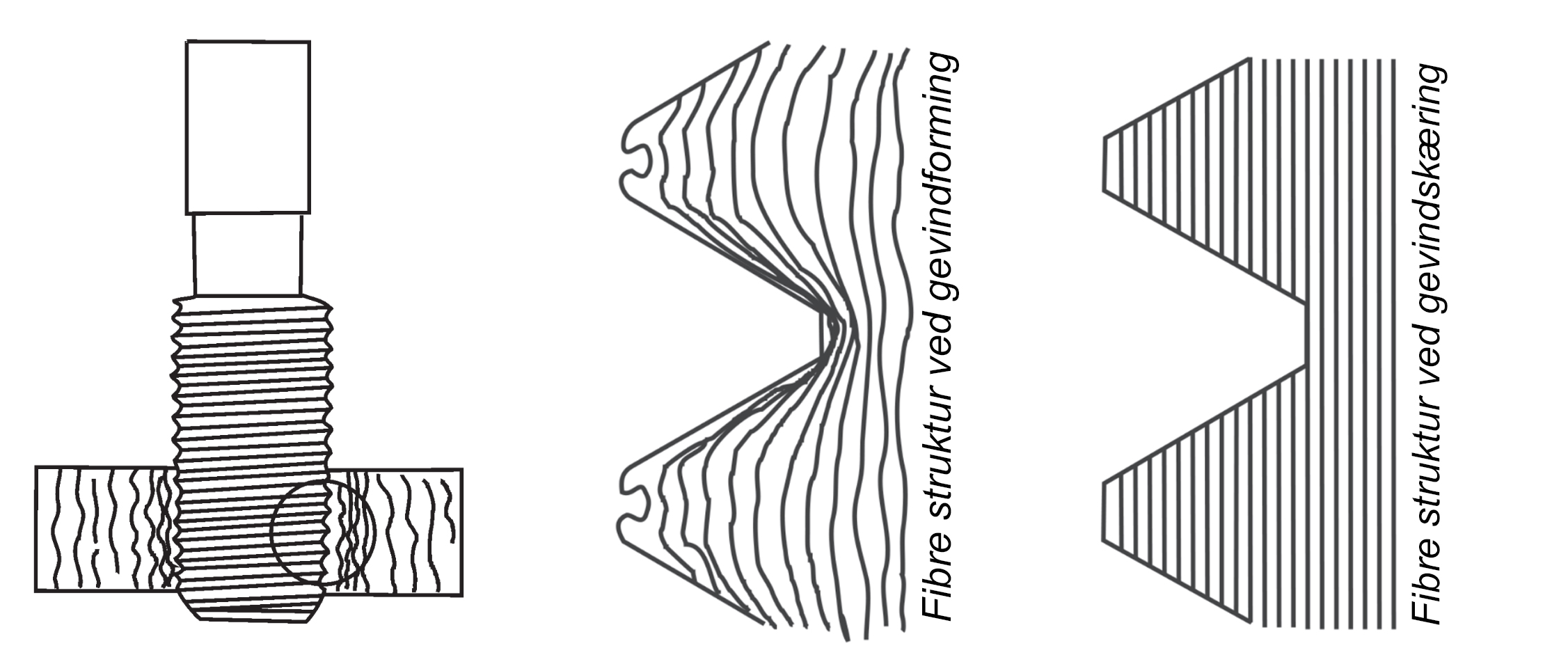
Gevindformende tappe & kernehulsdiameter
Flutless eller sporløse gevindformende tappe er et værktøj, der anvendes til at forme gevind, uden at skære i materialet på indvendige gevind. Disse tappe kan du finde under produktgruppen
Maskintappe rullet gevind. Det indvendige gevind bliver under bearbejdelse, ved hjælp af deformation af materialet uden at beskadige fiberstrukturen, som vist på tegningen nedenfor.
Fordele Fordelene ved at bruge en gevindformende tap til oprettelse af gevind
Længere udholdenhed som skæretap
Højere skærehastighedsmuligheder
Stabil præcision af dimension og profil
Høj stabilitet af det formende gevind
Høj sikkerhed mod brud og skade på gevind
Ingen fjernelse af spåner og ingen fastklemning af spån
Her kan du bruge et gevindformende værktøj De primære applikationer, som dette værktøj bruges til, er ulegerede og lavlegerede ståle, strukturelt stål, varmebestandigt stål, rustfrit stål, til langspånede ikke-jernholdige metaller (herunder kobber, mesisng, bronze og alu), og zink legeringer. De gevindformende tappe kan bruges til både gennemgående og blinde huller.
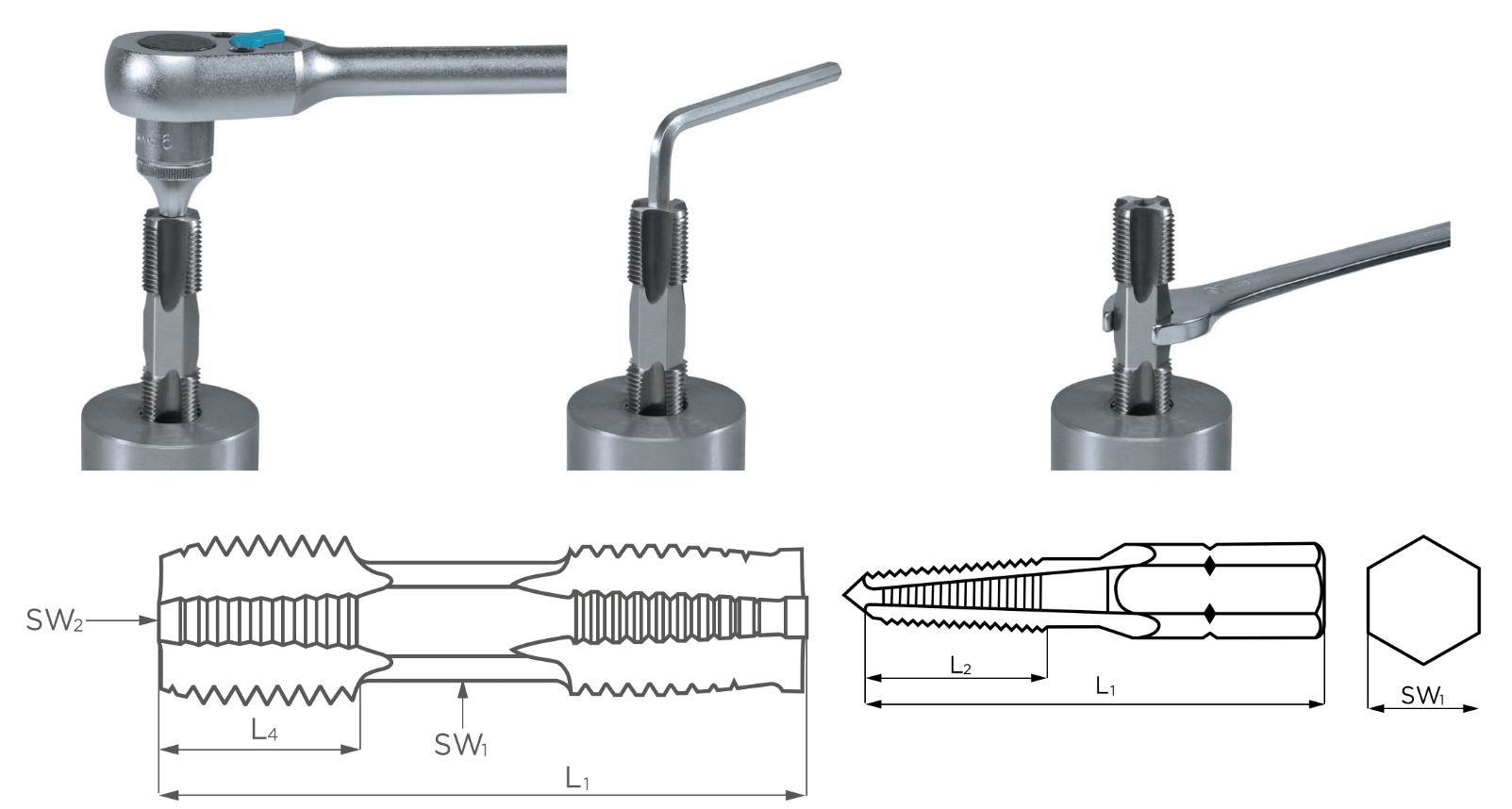
Type S tappene fungerer som en tosidet gevindskæringstap – hhv. en bund- og en spidstap. Type DS- tappene er specielt velegnede til anvendelse på områder, der er svært tilgængelige, eller hvor pladsen er begrænset. Med dette værktøj er det muligt at tilslutte en unbrakonøgle eller topnøgle i toppen, som vist på billedet. Alternativt kan der bruges en gaffelnøgle på den sekskantede (hexagon) i midten af tappen, til at rotere tappen i et eksisterende gevind, eller ved oprettelse af et nyt.
Pilot til præcis placering
Spids og bundtap kombineret i ét værktøj
Til rensning og reparation af beskadiget gevind
Til brug på vanskelige områder
Til oprettelse af nye gevind
Type S modellerne går fra M3 op til M10, og er designet til gevindskæring med batteridrevet værktøj med højre- og venstrerotation. De er også velegnede til gevindskæring med hånden i en station boremaskine. Det er nødvendigt, at maskinen har et minimum på 7,5 volt. Husk altid at bruge passende skæreolie.

.jpg)